
 Tweet
Tweet
Here's one for anyone mechanically minded.
A friend has an outboard where the steering is exceptionally stiff - common problem. It's quite old and not been used much. Our first port of call was to disconnect the steering cable to see if the problem is with the cable or the engine vertical steering tube thingy. ...... And it's the engine bit.
You really would expect there to be grease nipples so that the inside of the steering bearings/tube could be greased - but there aren't. To get it apart is a major disassembly job. It's obviously lubed for life..... or not.
Armed with a bit of clever thinking and Youtube, it seems the solution is to drill and tap 2 or 3 holes in the tube, fit grease nipples and work marine grease into it until it frees up.
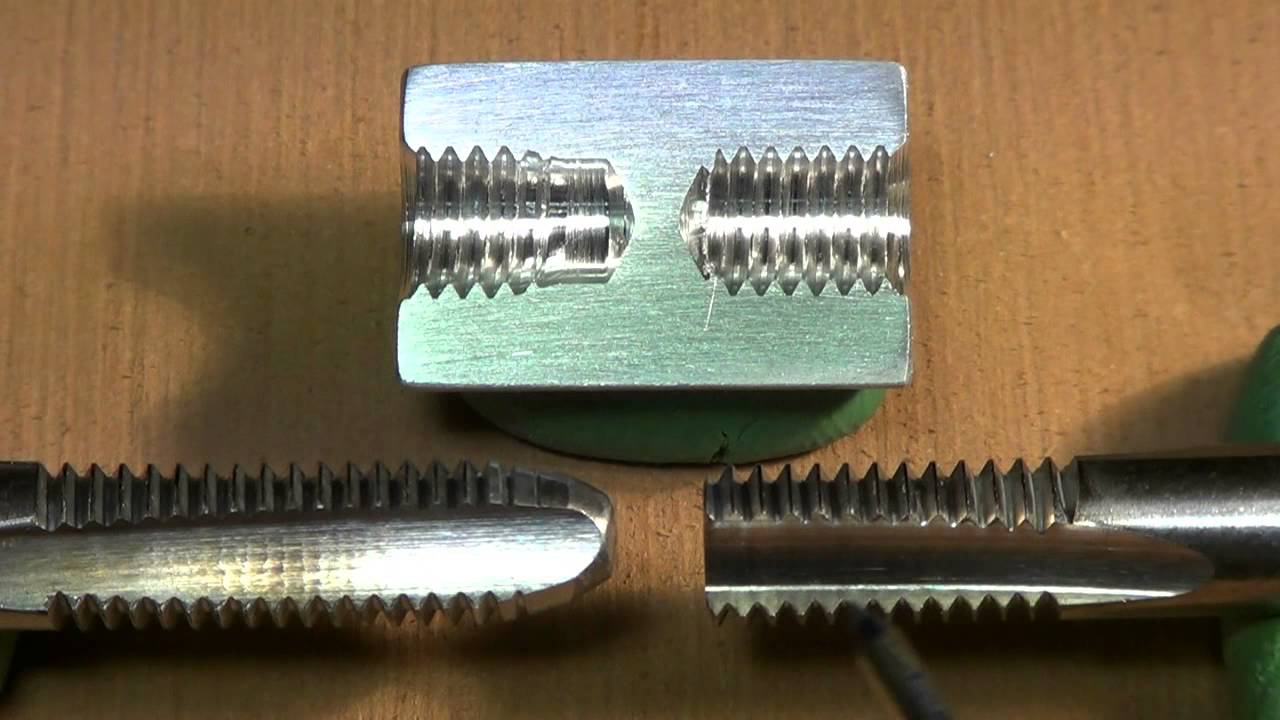
I can see a problem, however, and that is, a tap has quite a bit of length of half hearted thread on it, to get it started, before it starts to cut the thread proper. I'm thinking that there will probably be a restricted gap inside the tube which will prevent the tap going deep enough to do a proper thread.
Does this make sense? Do I start the tap, and then grind a bit off the end, before doing a bit more, etc etc? Any suggestions? TIA.
A friend has an outboard where the steering is exceptionally stiff - common problem. It's quite old and not been used much. Our first port of call was to disconnect the steering cable to see if the problem is with the cable or the engine vertical steering tube thingy. ...... And it's the engine bit.
You really would expect there to be grease nipples so that the inside of the steering bearings/tube could be greased - but there aren't. To get it apart is a major disassembly job. It's obviously lubed for life..... or not.
Armed with a bit of clever thinking and Youtube, it seems the solution is to drill and tap 2 or 3 holes in the tube, fit grease nipples and work marine grease into it until it frees up.
I can see a problem, however, and that is, a tap has quite a bit of length of half hearted thread on it, to get it started, before it starts to cut the thread proper. I'm thinking that there will probably be a restricted gap inside the tube which will prevent the tap going deep enough to do a proper thread.
Does this make sense? Do I start the tap, and then grind a bit off the end, before doing a bit more, etc etc? Any suggestions? TIA.


Comment